Дизайн шестерні, особливо для пластикових передач, значно відрізняється від традиційних конструкцій цвілі. Ключові параметри, такі як товщина зуба (довжина дуги між двома сторонами зубного зубів), модулем (параметр вимірювального розміру передачі) та кутом тиску (гострий кут між напрямком сили та напрямком руху, виключаючи тертя) потребують коригувань на основі емпіричних даних.
На відміну від інших процесів, форми передач не можуть бути безпосередньо оброблені на основі швидкості усадки. Професійні виробники передач та коробки передач, використовуючи довгостроковий досвід та співпрацю з компаніями з комп'ютерного програмного забезпечення, розробили спеціалізоване програмне забезпечення для обчислення параметрів порожнини для передач. Це програмне забезпечення може безпосередньо генерувати параметри та профілі передачі, що сприяє модифікації передач та підвищення точності зубів. Давайте заглибимось у тонкощі конструкції пластикової передачі.
Дизайн порожнини для пластикових плісняп
Розробка порожнини для пластикової передачі завжди була технічною проблемою в галузі цвілі, в першу чергу через дві причини:
1. Точність у швидкості усадки:
Під час процесу формування пластикових передач пластикові гранули перетворюються на розплавлений стан під сильним вогнем, а потім охолоджуються, утворюючи суцільні пластикові передачі. Швидкість усадки пластику під час цього процесу є значенням діапазону, що ускладнює визначення точних швидкостей усадки.
2. Нелінійне розрахунок усадки для порожнин цвілі:
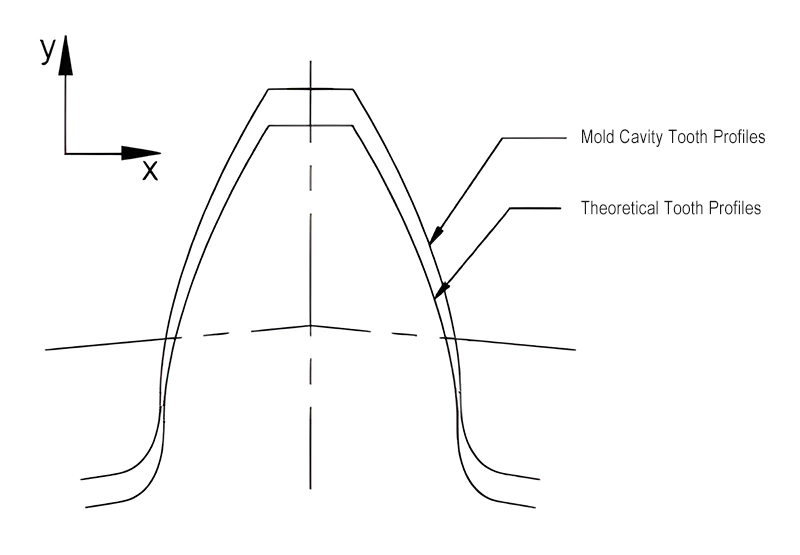
Для інволюційних робіт з пластиковими передачами модуля порожнина форми по суті являє собою уявну передачу. Ця уявна передача відрізняється як від змінених передач, так і від внутрішніх передач. Після усадки вона стає потрібною пластиковою передачею. Смадка на профілі зуба цієї уявної передачі не є рівномірною, як ізотропна усадка, що спостерігається в загальних пластикових деталях. На площині передач, усадка в напрямках X та Y неоднакова, що призводить до нелінійної усадки, як показано на малюнку 1. Ця нелінійність значно збільшує складність проектування порожнин пластикової пластикової передачі.
Правильний спосіб розробити порожнину передач
Зіткнувшись з цими технічними проблемами, використовуючи метод ізотропної усадки для проектування порожнин цвілі, часто дає неоптимальні результати. Виходячи з багаторічного практичного досвіду та точної оцінки швидкості усадки пластику, ми рекомендуємо використовувати метод змінного модуля для теоретичної конструкції порожнин передач цвілі з подальшим корекцією профілю зуба для забезпечення точності та раціональності порожнини цвілі.
Метод змінного модуля передбачає, що на різних етапах обробки діаметр базового кола, діаметр кола крок, діаметр кола додатка та діаметр кола дедендума передачі залишаються послідовними, масштабуючи вгору або вниз пропорційно, аналогічно змінам радіальних розмірів у простих частинах, що нагадують втулки. Для кола крок передачі, як визначено формулою D=MZ, воно залежить лише від модуля M та кількості зубів z.
Оскільки кількість зубів на певній передачі є постійною, ми можемо розглянути зміну діаметра кола крок під час обробки як зміну модуля. Цей принцип означає, що простір, охоплений порожниною пластикової передачі, - це уявна передача з постійною кількістю зубів і кутом тиску, з його канавками, що утворюють профіл зуба порожнини.
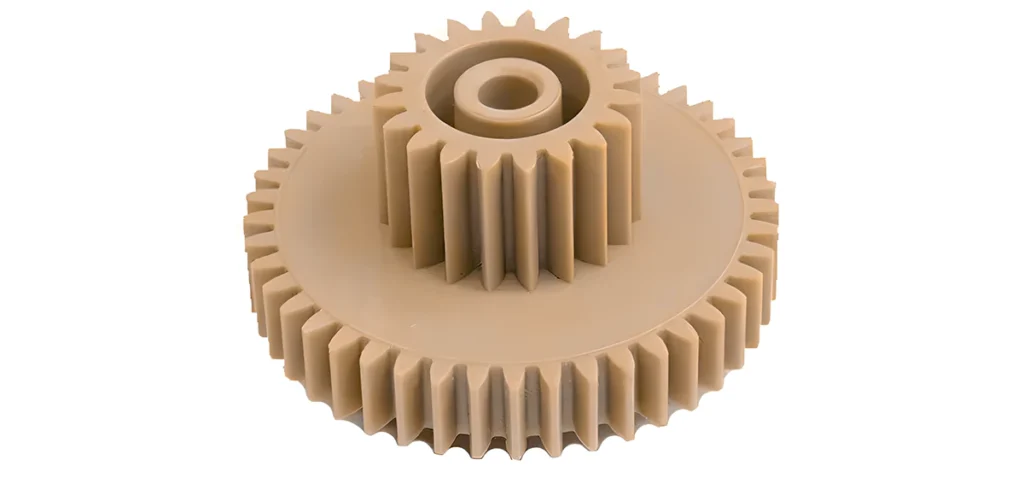
Ми можемо обчислити модуль цієї уявної передачі за допомогою пропорційного методу. Формула цього обчислення - m '= (1 + η%) m. У цій формулі m 'являє собою модуль профілю зубів порожнини форми, M - теоретичний модуль розробленої передачі, а η% - швидкість усадки пластику. Замінивши модуль m 'у відповідну формулу обчислення передач, отримана передача представляє уявну передачу порожнини цвілі. Практика показала, що метод змінного модуля ефективно вирішує проблему нелінійної усадки в інвентованих профілях зубів, як показано продукт порожнини цвілі, показаний на малюнку 2.
Дизайн воріт для пластикових плісняп
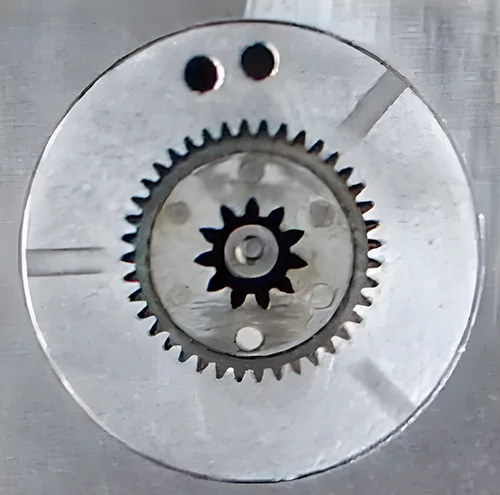
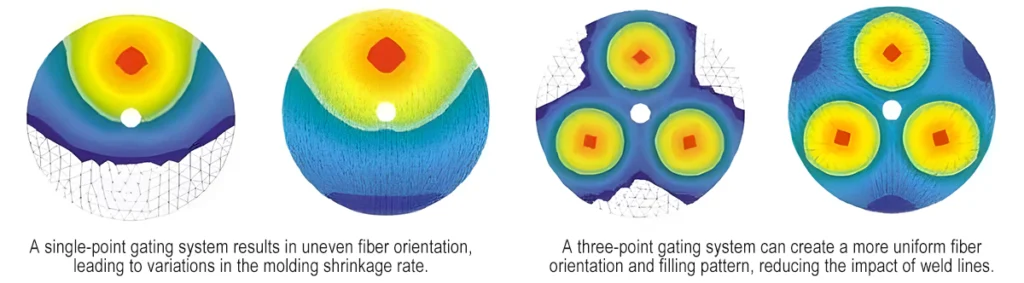
У процесі формування пластикових передач розташування воріт суттєво впливає на точність передач, особливо їх радіальний пробіг. Форма розподілу воріт також вирішально впливає на загальні механічні властивості пластикових передач. При проектуванні воріт для пластикових плісняв, якщо передач дозволяє, рекомендується використовувати триточкову систему решітки. В ідеалі ці три точки повинні бути розташовані на одній круговій дузі і рівномірно розподілені, як показано на малюнку 3.
Використовуючи триточкову збалансовану систему решітки, пластиковий розплав протікає радіально з воріт, сходяться на фронтах потоку, утворюючи три лінії зварювання. На цих зварних лініях орієнтація волокон, як правило, паралельна фронту потоку. У передачі це призводить до того, що волокна радіально розподіляються на лініях зварних швів, при цьому випадковим чином розподіляються в інших частинах передачі. Це створює ділянки низької усадки вздовж ліній зварювання. Різниця в орієнтації волокна між лініями зварювання та рештою передач менш виражена, ніж у передач з одним воріт, що призводить до більш високої точності передач. На малюнку 4 показано схематичне порівняння моделей орієнтації волокон та заповнення при використанні однієї ексцентричної затвора проти триточкової рівномірно розподіленої затвора.
Вентиляція дизайну для пластикових плісняп
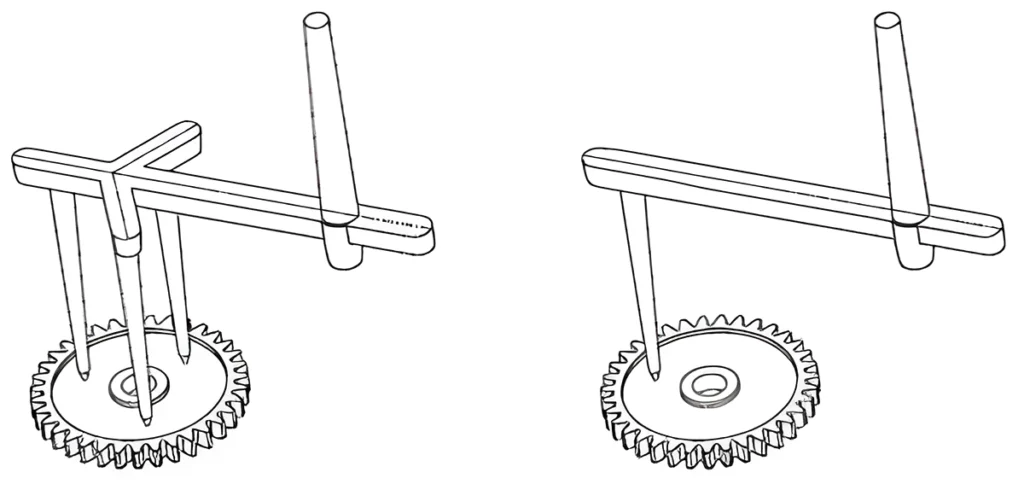
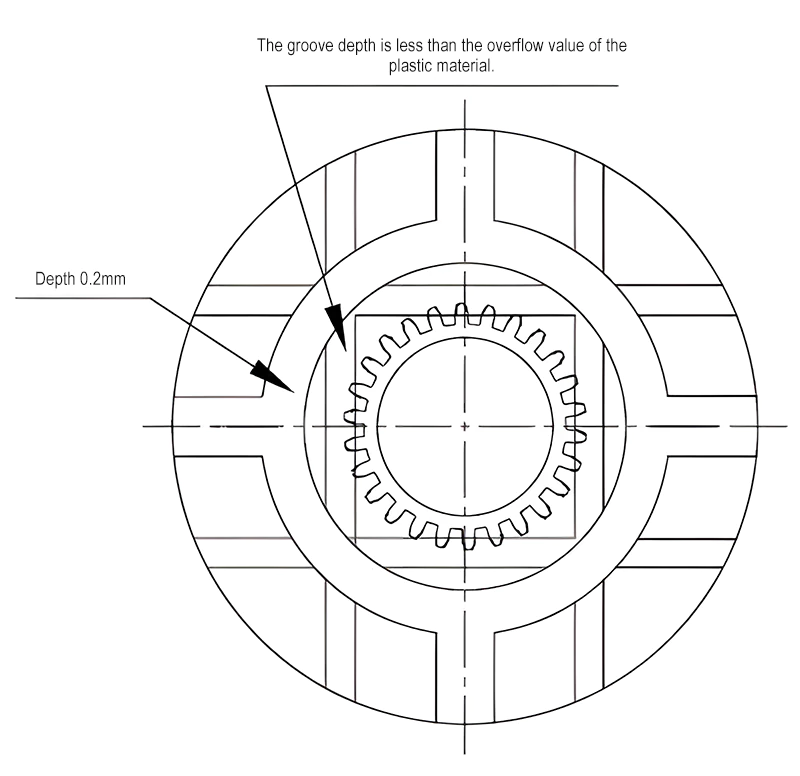
Вентиляція - це вирішальний аспект, який слід враховувати в дизайні пластикової форми. Для пластикових плівок передач, особливо важлива конструкція вентиляції на зубних поверхнях. Ми маємо більшість поверхонь шестірних форм з шліфувальною машиною. Цей процес забезпечує гарне пристосування поверхні до поверхні. Однак це, як правило, призводить до недостатнього заповнення в останніх районах під час процесу вприскування. Для усунення захопленого повітря необхідно створити вентиляційні канавки на зубних поверхнях. Як правило, конструкція цих вентиляційних канавок на зубних поверхнях є, як показано на малюнку 5.
Структурна конструкція пластикових плісняп
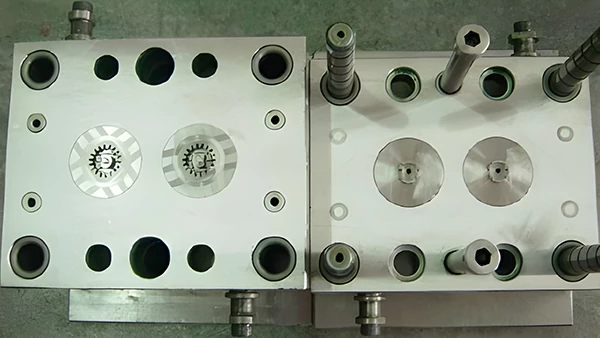
Враховуючи, що лиття для впорскування пластикових передач часто використовує точкові ворота, структура форми зазвичай приймає конструкцію з трьох плит. На малюнку 6 показана схема дизайну форми передач, а на малюнку 7 відображається фактична форма передач. Принцип робочої форми передач такий:
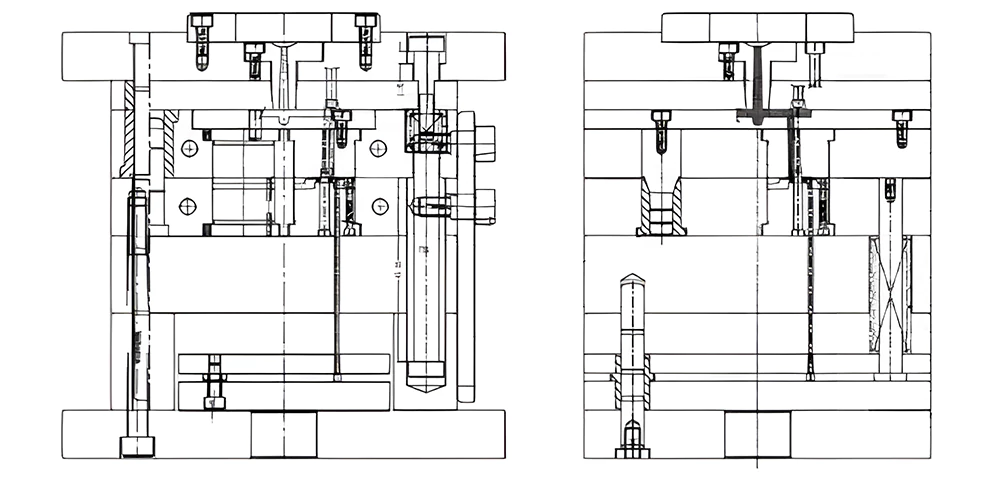
Після завершення дії під тиском введення, рухома частина форми починає відкриватися під приводом машини для лиття під тиском:
- Перший етап розлуки: Завдяки дії пружини 1, пластина стриптизера починає відокремлюватися від пластини А. Дія штифта Sprue Tauler фіксує основний канал на пластині стриптизера і змушує ворота відірватися від продукту.
- Другий етапРозлучення: Після того, як форма відкриває 95 мм, під дією вузла краватки, пластина стриптизера починає відокремлюватися від лицьової панелі, випускаючи основний канал від куща Sprue.
- Третій етапРозлучення: Коли форма продовжує відкриватися, під дією вузла краватки, пластина A починає розлучатися з пластини B. Після відкриття до 90 мм пластина викидання починає рухатися, викидаючи продукт. Під час цього процесу для підвищення балансу викиду використовуються направляючі посади пластини викиду. Пластина викиду скидає під дією пружини 2. Це завершує всю дію відкриття та викиду.
Виробництво пластикових шестерня
У процесі ліплення пластикових передач, форма передач є ключовим обладнанням для формування пластикових передач та забезпечення їх точності. Пластикова пластикова форма можна розділити на дві основні частини: порожнину передач та рамка форми. Порожнина передач, також відома як передач, є найважливішою та точній частині всього процесу виготовлення плісняви.
1. Обробка порожнини передач
Обробка порожнини передач є ключовим у виробництві пластикових плісняв. Літерування пластикових передач - це форма обробки "репліки". У цьому процесі профіл зуба порожнини є деформованим шаблоном форми зубчастого зубця. Тому важливо суворо контролювати розмірну точність та шорсткість поверхні порожнини. Важливо уникнути дефектів, таких як задишки, ексцентриситет та поверхневі подряпини. Тому для забезпечення точності виробництва порожнини необхідно встановити суворий процес обробки порожнини.
В основному існує чотири методи обробки порожнини передач: різання дроту, обробка електричного розряду (EDM), електроформування та кастинг з мідного сплаву Берілію. Кожен з цих методів має свої переваги та недоліки для обробки порожнин передач. Виробники зазвичай використовують різання дроту для інволюційних прямих циліндричних передач і, як правило, віддають перевагу EDM для спіральних передач. Крім того, вони можуть машинні електроди, що використовуються для EDM передач порожнин за допомогою різання дроту. Для гвинтових електродів з невеликим кутом спіралі (менше або дорівнює 6 градусів), різання дроту все ще застосовується.
2. Обробка рамки форми
Рамка цвілі, також відома як основа форми, є допоміжною частиною частини шестірної форми. Процес обробки форм форми схожий на звичайні пластикові форми для впорскування. Тому ця стаття не буде деталізувати її. На малюнку 8 показано фактичне зображення обробки рамки рамки передач.